EVERYTHING ABOUT VENEERS
Jump to the Topic you want to learn more about...
Introduction to Veneers
According to the Fine Hardwood Veneer Association (FHVA), veneering is nearly as old as civilization. “Exquisitely designed and skillfully crafted pieces of furniture with exotic veneer inlays and plywood components found in the tombs of pharaohs are testimony to the lasting value of one of nature’s most reliable natural resources—hardwood...”
Certain species, selected for strength rather than beauty, are usually used for plywood inner layers and rotary cut. Veneer is peeled off a log in continuous sheets. For the production of face veneer, logs are chosen for their size, color and natural color marks.
Cutting is the central operation in a veneer factory. Two logs of the same species, but with their veneers cut differently, will display entirely different visual characteristics. Depending on the species and special character grain desired, a vertical slicer or half-round rotary saw is used. Each produces veneer sheets collected in consecutive order no wider than the log’s diameter.
Face veneers are made in many thicknesses and are normally available from 1/16” to 1/125” (1.6 to 0.20 mm). With modern technology, craftsmen are able to use thinner and thinner layers, which helps conserve hardwood species. After cutting and curing to obtain the desired color, veneers are dried, sampled and packaged for shipment or storage.
Buyers usually look at representative sheets from many flitches (a longitudinal section of a log) and then make their selection based on several factors—color, price, yield, etc.
VENEER PANEL FACE MATCHING
Lot or Running Match: Lot or running matched panel faces consist of an odd or even number of veneers. All veneers are arranged in proper flitch sequence from the edge of the first panel. Any portion of a veneer left over is used as the first veneer on the next panel.
Balance Match: These panel faces consists of any number of pieces of veneer of equal width arranged in proper sequence from the flitch. Edge veneer may be slightly narrower due to trimming.
Center Match: Center matched panel faces consist of an even number of pieces of veneer of equal width with one veneer joint in the center of the panel. Edge veneers may be slightly narrower with trimming.
End Match: End-matched panel faces are balance- or center-matched and also vertically end-matched for continuity of vertical, as well as horizontal matching. This match is often used when panel requirements exceed flitch length.
VENEER MATCHING
The arrangement of veneer comprising the panel’s face determines the visual effect that results. Different matching techniques are used for specific panel applications.
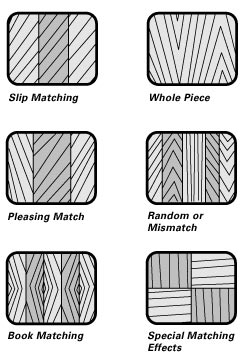
Slip Matching Adjacent veneer sheets are joined side-by-side, same sides up, for a uniform grain pattern.
Whole Piece A single piece of veneer is used with continuous grain characteristics running across the sheet.
Pleasing Match Veneers are matched by color similarity. Not necessarily grain characteristics.
Random or Mismatch Veneers intentionally do not match at the joints for a casual effect.
Book Matching Turns every other piece of adjacent veneer over, resulting in identical but opposite patterns.
Special Matching Effects Other arrangements of veneers, such as this checkerboard pattern, can be used to produce striking visual impact.
HOW VENEER IS MANUFACTURED
Each piece of natural wood veneer is unique. Slices from the same log have entirely different visual characteristics resulting from the same type of cut. The two methods most commonly used are slicing and rotary cut.
How a particular log is sliced may depend upon any one, or a combination of determining factors including species, size, yield and physical characteristics, as well as intended use. Depending upon the wood species involved, the veneer may be cut to a thickness of 1/32“ or thinner.
After the log has been selected, and the cutting method determined, it is cut to lengths of nine to 17 feet and divided into halves or quarters. These sections are called “cants.” During the process of slicing and drying, each sheet of veneer (referred to as a leaf) is carefully stacked in the same order in which it was cut from the log. The total leafs cut from one cant are now called a flitch of veneer, measured in surface square-footage, regardless of thickness.
Each log and its resulting flitches are identified by a serial number. This procedure of accurate identification is necessary to assure consistent matching. Designers can select veneers by requesting flitch samples that are tagged for identification. These are usually pulled to represent the general characteristics and overall quality of the flitch.
One of the more important considerations when inspecting and selecting veneer is waste. Before being converted to panels and plywood, veneer must be clipped along the sides and ends. Other factors affecting waste may include shape, holes, knots, splits and undesirable growth characteristics. This wastage is an important factor in determining the usable square footage and cost of the necessary amount of veneer needed to complete a project. To absorb waste and provide a usable product to craftspeople, some veneers are further processed and manufactured into sheets with a flexible backing.
Rotary Cut A bold, sometimes wild, variegated figure. An undivided length of log is mounted in a manner that permits it to be turned on its long axis. While spinning, a razor-sharp knife, as long as or longer than the section of log, is slowly advanced toward the center of rotation. The veneer produced comes from the log as a continuous sheet. Much like paper being unwound from a roll. Rotary-cut veneer is primarily used in the manufacture of softwood plywood, and for applications where matching is unimportant. Hardwood veneer that may be rotary cut is usually limited to birch, maple, oak and ash.
Quarter Cut Straight grain or ribbon-striped appearance. The cant is mounted on the slicer in a position that will cause the growth rings to strike the knife at an approximate right angle. The edge of the annual rings creates the lineal figure of the veneer. Oak species will also include flakes. (see Rift Cut). Only wood species with distinctive annual rings are quarter sliced, producing a consistent appearance throughout the flitch. Some popular quarter species cuts include mahogany, oak, anigre and zebra wood.
Flat Cut & Plain Sliced Also know as plain slicing and plain sawn. A variegated figure typified by straight grain mixed with swirls and cathedrals. Flat-cut veneer is produced by advancing a half log, mounted on a large steel rack that moves up and down and towards a stationary knife through a series or vertical, parallel cuts. Although grains variations will change from tree to tree, the designer can anticipate that the pattern will be somewhat similar. Flat-sliced veneer is moderately priced and commonly available in most wood species.
Rift Cut A straight grain effect similar to true quarter cut veneer. Oak trees contain characteristic growth features called medullary rays—cells radiating outward from the center of the tree, like the spokes of a wheel. If oak is quarter sliced, flakes result from cutting parallel to these rays (often seen in older furniture made from oak). To minimize the occurrence of these flakes, the cant is cut at an angle of 15 degrees off the quartered position
Veneer Core Constructions
Hardwood veneers can be applied to several different core types. Choice of a core composition depends on the panel’s ultimate use.
Veneer Core Types
Multi-ply Veneer Core Construction
Three-ply Particleboard Construction
Five-ply Lumber Core Construction
Three-ply MDF Core Construction
Lumber Core Where excellent matching properties are needed, individual strips of wood are edge-glued to form a solid slab lumber core. Although slightly higher in cost, lumber core is often preferred because edges can be shaped and matched to finished surfaces without filling. Thicknesses normally range from 3/4” to 1-1/8”, but may be specified thicker for special uses.
Veneer Core Because of its moderate price and high strength, veneer core hardwood plywood is first choice for many applications. Hardwood plywood 1/2” or less is usually specified with veneer core. However, thicknesses range from 1/8” to 3/4”. All plies are less than 1/4”, ranging in odd numbers from 3 to 7 (depending upon thickness). Veneers are bonded with water-resistant resin adhesives.
Medium Density Fiberboard is manufactured from pressure cooked wood chips which are broken down into fibers and combined with resin and wax and pressed into panels. Because medium density fiberboard uses wood fibers, the end product is solid–the compressed fibers make it very dense. It can be machined or sanded to a smooth finish. It is heavy, however, at about 96 pounds per 4' x 8' x 3/4" panel. It is typically almost twice as heavy as veneer core plywood–and may warp if not handled correctly.
Particle Board Core Particleboard is constructed from wood particle rather than processed fibers. The wood particles are blended with resin and wax and pressed into panels. It is firm and solid throughout and makes a good core for hardwood plywood, however, it will not machine and sand as well as medium density fiberboard or veneer core. It is also heavy at about 93 pounds per 4' x 8' x 3/4" panel.
Ready to Order? Need it Delivered?
We deliver! For more information please contact us!Our Locations
READING DIVISION
550 South Fifth Street | Reading, PA 19602
(610) 376-3343
FAX (610) 376-2256
LEWISTOWN DIVISION
85 West Charles Street | Lewistown, PA 17044
(717) 242-9663
FAX (717) 242-2299